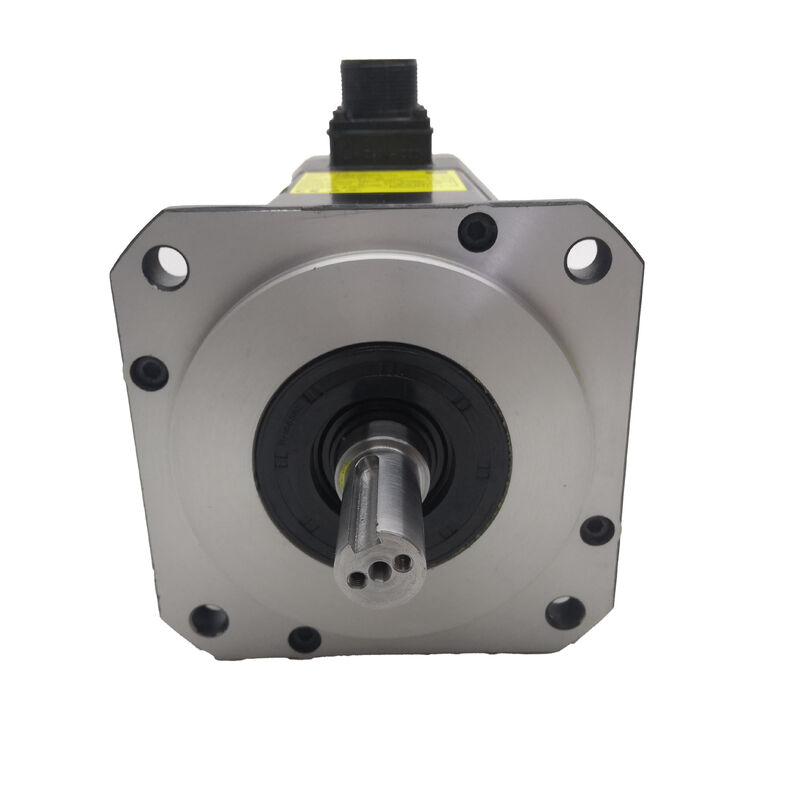
Fanuc A06B-0075-B203
Parça numarası:A06B-0075-B203
Seri:Beta iS (BiS) AC Servo Motor
Model:BiS 8 / 3000
Durum:Yeni / Yenilenmiş / Değiştirme Mümkün
Genel bakış
BuFanuc A06B-0075-B203Fanuc'un Beta iS serisinden kompakt, yüksek hızlı AC servo motoru ¢ BiS 8/3000, hassas konumlandırma, hızlı dinamik yanıt,Ve küçük bir fiziksel ayak izi tüm mesele.
7 Nm durma tork ile 1.2 kW sürekli üreten ve 3,000 RPM'lik maksimum hızla, bu motor eksen tahrik spektrumunun daha hafif ucuna kalibre edilmiş bir motordur.Alt eksen konumlandırma sürücüleri, ve kompakt, iyi entegre bir servo'nun uzun bir hizmet ömrü boyunca sessizce ve güvenilir bir şekilde işini yaptığı yardımcı CNC fonksiyonları.
BiS ailesi, Fanuc'un gerçek bir endüstri sorusuna pratik bir cevabıydı:Alfa iS serisinin genel maliyeti olmadan makinenin her ekseni için tutarlı bir şekilde çalışan dijital olarak entegre servo motor?
BiS 8/3000'in tork ve hız aralığının uygun olduğu daha hafif yük eksenleri için, cevap basit.küçük dikey işleme merkezleri, ve sürücü gereksinimlerinin iyi tanımlandığı ve kullanılabilir kurulum alanının sınırlı olduğu çok eksenli üretim makineleri.
Ana Özellikler
| Parametreler |
Değer |
| Çıkış Gücü |
1.2 kW (sürekli) |
| Durma tork |
7 Nm |
| Adlık Voltaj |
153 V |
| Rütbeli Akım |
4.9 A |
| Tedarik Girişi |
200 VAC, 50/60 Hz |
| Belirli Sıklık |
133 Hz |
| Maksimum Hız |
3,000 RPM |
| Aşamalar |
3 fazlı |
| Seriler |
Beta iS (BiS) |
| Model |
BiS 8 / 3000 |
Kompakt çerçeve, kapasiteli çıkış
BiS 8/3000 model işareti içindeki 8 bu motoru Beta iS tork aralığının daha hafif ucuna yerleştirir.Yüküne uygun bir motor daha verimli çalışır, daha az ısı üretir ve nominal veriminin çok altında çalışan büyük bir üniteden daha uzun sürer.
7 Nm durma tork ve 1.2 kW sürekli çıkış, kompakt CNC eksen konfigürasyonlarında tipik olan top vida mesafesine ve inersi yüklerine uygun ölçüde ve 3,000 RPM maksimum hızı hem konumlandırma hem de kesme besleme hızı taleplerinde gerçek esneklik sağlar.
133 Hz değerli frekansta, tahrik sistemi, motorun temiz tork ile 3000 RPM tavanına ulaşması için gereken elektrik koşullarını üretir.
Bu frekans, servo güçlendirici tarafından içten olarak 200 ̇230 VAC kaynağı girişinden üretilir. Ana ağ bağlantısı standart endüstriyel voltajdır.Ve sürücü frekans dönüşümünü şeffaf bir şekilde işliyor..
4.9 A değerli akım daha büyük BiS çerçeve boyutlarına kıyasla mütevazı,Bu, güçlendirici modülünün akım gereksinimlerinin buna göre hafif olduğu anlamına gelir bir pratik nokta, sürücü kabin alanı veya elektrik altyapısı bir düşünce olduğunda.
Bu Motorun Kullanıldığı Yerler
A06B-0075-B203 en sık küçük CNC tornalarının, kompakt dikey işleme merkezlerinin, koordinatlı sondaj makinelerinin,ve tel EDM ekipmanı, eksen yüklerinin tutarlı olduğu ve motorun sürekli değerlendirme sınırları içinde olduğu.
Daha büyük makinelerin yardımcı eksenlerinde de bulunur. Dördüncü eksenli döner masalar, alt spindle Z sürücüleri,veya kuyruğu konumlandırma mekaniksel talep hafif ama hala hassas servo kontrol gerektirir nerede.
BiS serisinin Fanuc'un dijital servo amplifier serisi ve çoklu CNC kontrol nesilleriyle geniş uyumluluğu göz önüne alındığında,Bu motor aynı zamanda eski bir eksen sürücüsünün tam bir kontrol değişimi olmadan mevcut geri bildirim ve sürücü standartlarına getirilmesi gerektiği yenilenme projelerinde de görülür..
BiS 8/3000, eksen yükünün aralığında olduğu senaryolarda pratik bir seçimdir.
Sürücü ve Kontrol Uyumluluğu
A06B-0075-B203, Fanuc Beta serisi dijital servo güçlendirici modülleri ile uyumludur ve Fanuc CNC kontrol platformlarının geniş bir yelpazesi ile entegre edilir.ve 21i.
Servo güçlendirici, motor tipi parametrelerini doğru elde etmek önemlidir:Yanlış bir ayar, hafif derecede bozulmuş performanstan tamamen istikrarsızlığa kadar değişen bir hız döngüsü davranışına neden olur., parametrenin gerçek motor özelliklerinden ne kadar uzak olduğuna bağlı olarak.
Orijinal yapıdan bu yana kontrol veya tahrik yükseltmelerine maruz kalan makineler için, mevcut servo amplifier'in BiS serisi kodlayıcı arayüzünü desteklediğini kontrol edin.Önceki analog sürücü nesilleri doğrudan uyumlu olmayabilir ve motorla birlikte bir arayüz değişikliği gerektirebilir..
Kodlayıcı ve Geri bildirim
B203 sonek, bu varyantın yüksek çözünürlüklü konum geri bildirimini destekleyen seri mutlak kapasiteli bir Fanuc BiA 128 serisi kodlayıcısını kullandığını gösterir.
Özel sürücü ve kontrol konfigürasyonuna bağlı olarak, bu kodlayıcı hem mutlak hem de artan geri bildirim modlarını destekler.Bu motora farklı geri bildirim işleme ile bir dizi Fanuc kontrol nesil boyunca esneklik vererek.
Tüm servo motor yedeklerinde olduğu gibi, yedek ünitedeki kodlayıcı özellikleri de orijinal ile aynı olmalıdır.Farklı bir kodlayıcı türü olan bir motoru kurmak, aynı BiS çerçeve sınıfı içinde bile mutlak pozisyon tutma davranışını etkileyebilir., yönlendirme dizileri ve bazı durumlarda sürücünün motoru başlatılırken doğru bir şekilde tanıyabilmesi.
Kaynak ve Durum Notları
A06B-0075-B203 yenilenmiş ve fazladan servomotiv pazarında aktif olarak satılıyor.Kodlayıcı konektörünü dikkatlice kontrol edin. Bu, istatistiksel olarak uzun servis geçmişine sahip BiS serisi motorlarda en yaygın arıza noktasıdır., ve çıkıştaki bağlantı pervanesi korozyonu veya kablo hasarı görsel olarak göz ardı edilmesi kolaydır, ancak makinede teşhis etmek için sinir bozucu aralıklı konum hatalarına neden olur.
Denge için üç fazlı sarma direncini ölçün, yalıtım direncini kontrol edin ve rulman durumunu doğrulamak için asayı elle döndürün.Saygın bir kaynaktan hafif kullanılan birim, tüm bu kontrolleri iyice denemeli ve kurulumdan önce bir test masasında sorunsuz çalışmalıdır..
Sık Sorulan Sorular
S1: A06B-0075-B203 hangi servo sürücü ve CNC kontrolü ile çalışır?
Bu motor, Fanuc Beta serisi dijital servo amplifikatör modülleri ile kullanılmak üzere tasarlanmıştır.İşe başlamadan önce, Servo güçlendirici motor tipi parametresi BiS 8/3000 özelliklerine uygun olarak ayarlanmalıdır.
Yanlış bir motor türü kodu, motorun değiştirilmesinden sonra eksen istikrarsızlığının en yaygın kaynaklarından biridir ve her zaman ilk eksen hareketinden önce doğrulanmalıdır.
S2: Ana eksen seçimi için 7 Nm durma tork rakamı ne anlama gelir?
Durma tork, motorun sıfır hızda en yüksek çıkış torkudur ̇ eksen hızlanmasında dinlenme durumundan ve uygulanan bir yük karşısında tutma pozisyonunda kullanılabilen en yüksek kuvvet.Sürekli nominal tork farklıdırSürekli çalışmanın sıcaklık sınırını yansıtır.
Bir eksen için bir motor seçerken, durma tork, motorun gerekli döngü süresi içinde eksenin birleşik mekanik inersiyasını hızlandırabileceğini belirleyen rakamdır.BiS 8/3000'in doğru bir eşleşme olduğu ekseler için, 7 Nm yeterlidir; daha ağır yükler için daha büyük bir çerçeve BiS veya Alpha iS motoru değerlendirilmelidir.
S3: Birincil CNC işleme ekseni için 1.2 kW yeterli mi?
Bu, makineye ve eksene bağlıdır. Kompakt CNC tornalarında ve hareket eden kütlenin hafif ve kesme kuvvetlerinin orta olduğu küçük dikey işleme merkezlerinde, 1.Birincil X ve Z eksenli sürücüler için 2 kW tamamen uygundur..
Daha ağır eyerleri, çalışma masaları veya agresif kesim gereksinimleri olan daha büyük makinelerde, daha yüksek çıkışlı bir motor doğru özellik olacaktır.Motoru gerçek eksen yükü ile eşleştirmek sadece mevcut en büyük motoru kullanmak değil doğru mühendislik yaklaşımıdır.
S4: A06B-0075-B203 ile A06B-0075 serisinin diğer çeşitleri arasındaki fark nedir?
A06B-0075 ailesi, aynı BiS 8 motor çerçevesini ve taban özelliklerini tüm varyantlarda paylaşıyor.fren konfigürasyonu, veya şaft spesifikasyonu.
B203 varyantı belirli bir kodlayıcı türü kullanır ve entegre fren yoktur. Başka bir sonekle çapraz referans yapmadan önce, kodlayıcı türünü, şaft konfigürasyonunu,ve fren durumu hepsi makinenin gereksinimlerine uyuyor. Son eklentileri arasındaki işlevsel farklılıklar, doğrulama yapmadan değiştirildiğinde uyumluluk sorunlarına neden olabilir..
S5: Kullanılmış bir A06B-0075-B203 için en önemli denetim adımları nelerdir?
Kodlayıcı konektörüne ve kablo çıkışına öncelik verin kirlenme veya korozyon burada kullanılan BiS serisi motorlarda konum geri bildirim hatalarının en yaygın nedenidir.Tüm fazlardaki denge için üç fazlı sarma direncini ölçün ve yalıtım direncini zemine kontrol edin (sağlıklı bir motor 1 MΩ'dan çok daha yüksek).
rulmanın durumunu değerlendirmek için asayı elle döndürün kabalık veya sürükleme rulmanın aşınmasını gösterir.Kodlayıcı sinyalinin doğrulanması ve 3'e kadar hiçbir yük olmadan çalıştırılması dahil olmak üzere tam bir test.Bir üretim makinesine yeniden yerleştirilmeden önce, 1000 RPM doğru standarttır.


 Mesajınız 20-3.000 karakter arasında olmalıdır!
Mesajınız 20-3.000 karakter arasında olmalıdır!